Slymn G.
Üye
Merhaba arkadaslar,
Toplama bir cnc tezgahım var ve kesim yaparken eksen kayması problemi yaşıyorum. Daha onceki kesimlerimde ayrıntılı kesimler yapmadığım için bu problem ne kadar süredir var bilmiyorum belki ilk yapıldığından beridir.
Problemin neler olabileceği konusunda bana yardımcı olabilirseniz çok sevinirim. Şimdiden herkese teşekkür ediyorum.
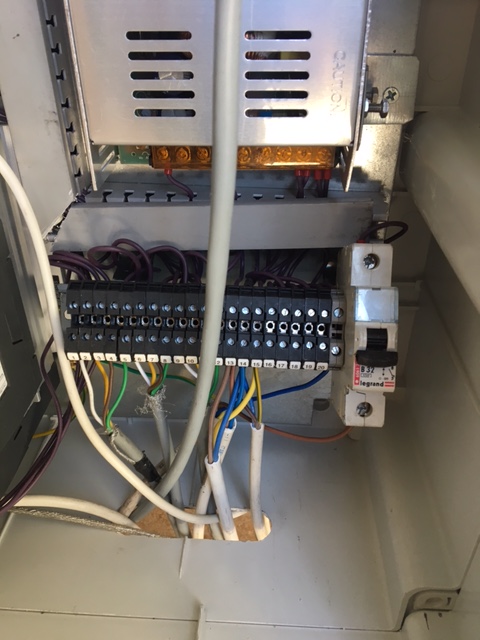
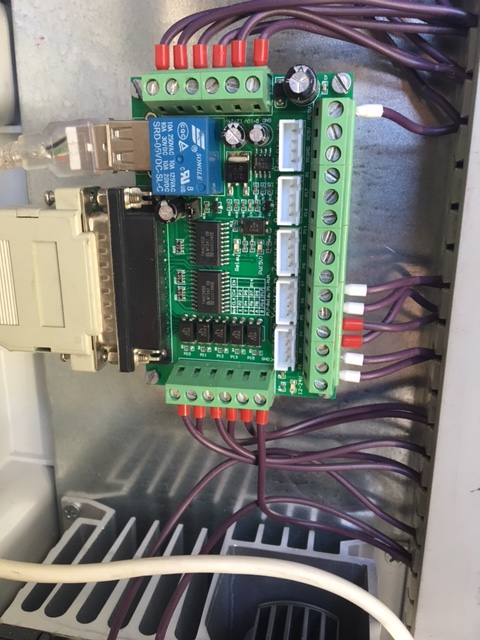
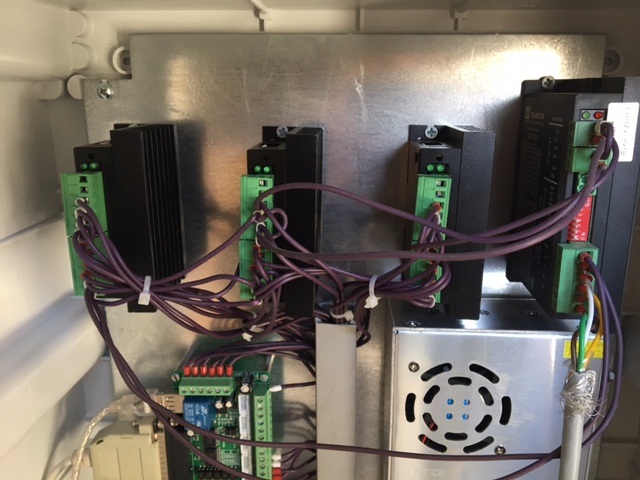
CNC Tezgahın Genel Fotoğrafları:










PROBLEMLİ BASKILARIN FOTOĞAFLARI

Kenarları veya tek tur çalıştığı yerlerde sorun yok gibi.

Bir süre (5-6dk) sonra 2. tur için deliğin üstüne gelmesi gerekirken 1-2 mm xy eksenlerinde kayma oluyor.

Bir süre daha sonra eksen kayması artıyor. 3-4 mm ye çıkıyor.
Bu problem neyden kaynaklanıyor olabilir arkadaşlar?
Notlar:
Topraklamadan olabilir diyecekler için topraklamayı kontrol ettim sorun yok.
Aynı GCode ile reklamcıda baskı aldım sorunsuz çıktı aldım. Yani GCode'da sorun yok.
Toplama bir cnc tezgahım var ve kesim yaparken eksen kayması problemi yaşıyorum. Daha onceki kesimlerimde ayrıntılı kesimler yapmadığım için bu problem ne kadar süredir var bilmiyorum belki ilk yapıldığından beridir.
Problemin neler olabileceği konusunda bana yardımcı olabilirseniz çok sevinirim. Şimdiden herkese teşekkür ediyorum.
CNC Tezgahın Genel Fotoğrafları:
PROBLEMLİ BASKILARIN FOTOĞAFLARI
Kenarları veya tek tur çalıştığı yerlerde sorun yok gibi.
Bir süre (5-6dk) sonra 2. tur için deliğin üstüne gelmesi gerekirken 1-2 mm xy eksenlerinde kayma oluyor.
Bir süre daha sonra eksen kayması artıyor. 3-4 mm ye çıkıyor.
Bu problem neyden kaynaklanıyor olabilir arkadaşlar?
Notlar:
Topraklamadan olabilir diyecekler için topraklamayı kontrol ettim sorun yok.
Aynı GCode ile reklamcıda baskı aldım sorunsuz çıktı aldım. Yani GCode'da sorun yok.
")