Döküm gövdeli, makinenin altına profilden ne koyarsan koy hava.
Ve zaten gereksiz.
Yüzey ( oturduğu taban ) düz olmasa da yamulmadan çalışır.
Zaten profil şaseyi iyi çaprazları filan olmadan tasarlamazsan üstte makine altta taban arasında kafasına göre bir şekilde oturur.
İyi tasarlanmışsa 3 bacak otursa biri havada da olsa üst düzlemi bozulmaz.
Bu , cnc router gibi 1500*3000 gibi makinelerde hayati önem arz eder ve uygun şase cnc fiyatını bulabilir .
Bunun yerine basit şase ve 3+3 4+4 gibi ayarlı desteklerle yere basar ve sonrasında çok titiz bir şekilde "teraziye" getirilir.
İnşaatlarda kullanılan hortum teraziden daha doğru çalışan bir şey yoktur.
Bununla da ancak tabla düzgünlüğüne kenarlardan bakılır.
Arada kambur mudur nedir önemli değil o da komple tabla silerek hal edilir.
Özet torna gibi ufak ve zaten çok sağlam ( rigit ) gövdelerde altının hiç önemi yoktur.
Bu konu hakkında dr arkadaşın başlığında yeterli açıklama yapmıştım.
Kaynak yaparken çarpılma:
Kaynak akıllıca yapılmaz ise çarpılır.
İşinin ehli olan yaparsa hiç sorun olmaz.
Kaynak tek taraftan yapılırsa çarpılır .
Çarpılacağı şekil tahmin edilir ve noktaladıktan sonra hemen karşısındanda nokta atılır yani 1cm gibi az bir dikiş.
Bir tablaya 2 profil konur ve hemen başlanır üstten .. hayır önce içten az bir şey ve hemen soğutmadan karşısından az bir şey daha.
Bu arada altta bir tablaya işkence- ayarlı pense gibi insan gücünden çok fazla bir şeyle sabitlenmiş olması gerekir.
Profillerden az daha geniş düz bir sağlam zemin varsayalım hele ki bu zeminin 2 kenarı gönyeli ise:
Profilin biri bir kenara sağlamca bağlanır ve tablaya basan yeri profilin dikişsiz olan temiz tarafıdır dikiş üste gelse iyidir.
sonra diğer profil ağızları iyice öpüşecek şekilde düzeltildikten donra ( 45 derece idealdir- alın alına iyi değildir ) o da sağlamca bağlanır çift ayarlı pense veya çift işkence.
Gönye son kontrol edilir.
Bu durumdatam gönyeli bağlanma garanti olur ve alt tabla tam düz olduğundan profillerin
2 düzlemdeki uzantıları aynı düzlemde olmuş olur , tabii alt tabla be kadar geniş o kadar iyi heleki 500*500 gibiyse tadından yenmez.
Temiz korunur kaynak izleri çapakları temizlenir dikkatlice.
Aynı şekilde diğer iki karşı köşe kaynatılır.
Sonra bu karşı iki profilin karşılıklı kenarları hangisi ise onlar yukarıdaki yöntemle tablaya sabitlenir.
Bu durumda geometrik kurallar gereği bir yüzeyi aynı düzlemde olan bir tabla elde edilmiş olur ki tecrübe kazandıktan sonra yapılan böyle bir cnc şasesinde (altı değil köprü dahil) %1 hassasiyetle kaynaklı şase yapılabilir , yani öyle arada burada yazıldığı gibi çarpılır..frezede yüzey işle... gibi şeylere güler geçersiniz paranızda cebinizde kalır.
Tablaya bakan yüzeye rayları bağladığınızda gayet yeterli bir yüzeyiniz olur.
Şimdi torna altı gibi şeyde bunun fazla önemi yoktur.
Makineyi taşısın yeter.
Az salgılı parça bağlandığında ki ağır makineler bile salınım yapar , yamulmasın zırlamasın tırtlamasın yeter.
Son olarak yanlara 2.5 3 mm saç kaynattın mı çok noktadan puntalı gibi sapasağlam olur bir bacağı boşta kalsa bile yamulmazzz.
Hele ki ayaklara ayarlı vidalı taban kondu ise tadından yenmez , hatta kilitli sarhoş lastik teker ala olur , yeri değişecekse..
Ama yukarıda dediğim gibi büyük tabla ve üstte makine değilde routerin x-y düzlemi olacaksa iş dikkat gerekir.
Mesela köprülerde çelik çatılarda kafes yapılı kirişler olur bu tip iyi tasarlanmış bir altlık yapılamaz ise yanlara çok noktadan sağlam bağlantı ( vida gibi ) yapılmışsa )( durduğu yerde çok iyi teraziye alındıktan sonra ) artık gerisi kolaydır .
Taşınsa bile az bir ayak ayarı ile iş biter.
Kutuların altına somun ona da altı köşe cıvata gibi ayar şart , ebadı makine ağırlığına göre değişir.
Uzun yazdım hayalde iyi canlanması için.
Yani aslında pratikte az dikkatli çalışma ile çok kolay iştir.
İyi ve büyücek bir gönye özellikle ahşapcılarınkinden değil metalcilerinkinden bir gönye şarttır.
En az 4 işkence ve ya uygun ağızlı ayarlı pense.
Acele etmeden uyun geometrilerin düşünülmesi ve acele etmeden uygulanması temel şartlar.
Karşılıklı ve hızlı kaynak sonrası istediğin gibi sağlamla.
Önce bir kaç test parçası ile dene denedikçe mantık gelişir.
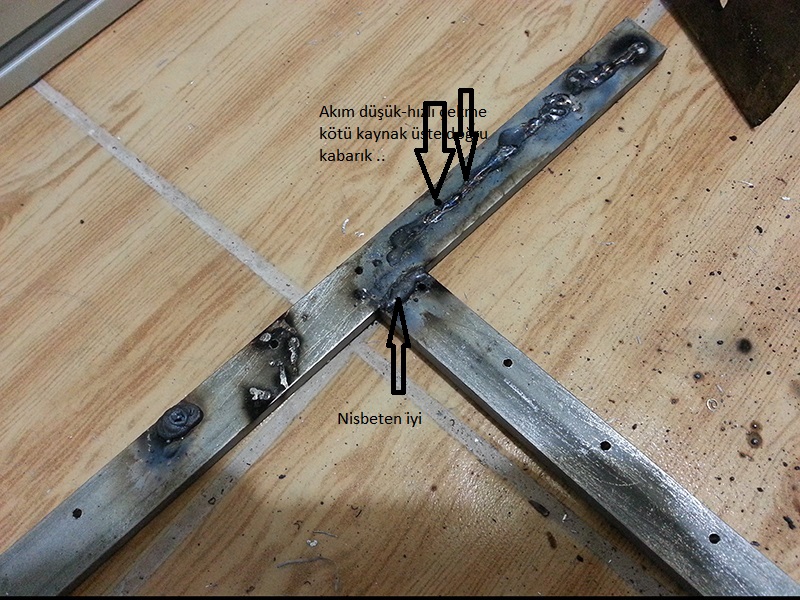
Akım ne yüksek ne düşük.
Yüksek olursa delersin bela.
Düşük olursa tükürükle tutturulmuş gibi zayıff..
Kaynak her durduğunda aynı yerden geçecekse eski kabuk kesin temizlenir yoksa cüruf arada kalır.
Uzu anlattım bu konu pek geçmedi.
Yoksa gıcık cevap hazır forumu oku....o baki hakkım yağ yaksan da yakmasan da...

Bir işi önce tasarlayın sonra hayalinizde yaptığınız farz edin ve bakın sağından solundan çalışıyormu takılan yer varmı .. karmaşık iş ise az ara verin gidin bir çay doldurun bebelere takılın gelin bir daha bakın hayalinizdeki şekle ...
Evet iyi bir geometrik temel bilgi geçmişi bu satırların hepsinden daha çok gereklidir !!!
------------
Kaynaktan gözü yananlara patates limon filan sıkanların kafasına sıkmak en büyük zevklerimdendir.
Ben ahmakların dünyayı kirlettiğine ve dünyanın onlardan kurtarılması gerektiğine inanırım.
Retina aynı çay dökülmüş el ayak gibi yanar ışınlardan ve yanık yere olmadık şey sürmek aklı olmayanın işidir.
Eskiden OPTA diye meşhur bir ilaç vardı.
Her kaynakçının cebinde olurdu kaynaktan ziyada taştan çapak kaçınca hemen kolayca çıkarılırdı.
82-83 gibi hapçılar bunu keşfetti ve sonra yasaklandı.
15 sene kadar sonra tekrar aynı isimle çıktı ama etki sıfır.
Eczacı tanıdığınız varsa :
pentacoin %10 luk ( reçeteli ilaç ) hazırlatın 100 cc çok uzun süre dayanır.
Buzdolabında dursun süresi geçmez .
Bu formülü göz doktorları yaptırır ve gözüne çapak kaçanlara damlatıp sonrada çıkarır ki kişi farkına bile varmaz gözü çıkarsan haberi olmaz yoksa oynatır durur çıkarmak zor olur.
Bulunamadığında jetokain ( reçetesiz satılır ) (diş doktorlarının diş çektiği uyuşturucu) ampul kırılıp göze damlatılır.
En az 1 saat rahatlatır kırpıştırıp daha çok tahriş etmezsin.
Böyle imkanlar varken patates satanlara neden sıktığımı anladınız mı ?


 2 aküyü paralel bağlama
2 aküyü paralel bağlama


