KsK_Raist
Üye
- Katılım
- 18 Kas 2018
- Mesajlar
- 90
- Puanları
- 1
- Yaş
- 36
Merhaba,
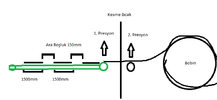
S7 1500 servo ile s110 servoyu kontrol ediyorum. Servo 3000 rpm ve önünde redüktör var. Redüktör oranı 17.5 Bu redüktör bir merdaneyi döndürmekte. Merdanenin çapı 170mm'dir.
Amacım servodan 1500 değer girdiğimde merdanenin üzerinde ki konveyor bant 1500 mm gitsin istiyorum. Bunu normalde oran orantı ile yapabiliyorum. Fakat amacım servonun gear ayarlarından yapıp program kullanmak istemiyorum. Bu menüden nasıl ilerleyebilirim yardımcı olur musunuz ?
Dipnot olarak konveyor kalınlığını hesaba katmalı mıyım?
S7 1500 servo ile s110 servoyu kontrol ediyorum. Servo 3000 rpm ve önünde redüktör var. Redüktör oranı 17.5 Bu redüktör bir merdaneyi döndürmekte. Merdanenin çapı 170mm'dir.
Amacım servodan 1500 değer girdiğimde merdanenin üzerinde ki konveyor bant 1500 mm gitsin istiyorum. Bunu normalde oran orantı ile yapabiliyorum. Fakat amacım servonun gear ayarlarından yapıp program kullanmak istemiyorum. Bu menüden nasıl ilerleyebilirim yardımcı olur musunuz ?
Dipnot olarak konveyor kalınlığını hesaba katmalı mıyım?