Çok eski bir web tarayıcısı kullanıyorsunuz. Bu veya diğer siteleri görüntülemekte sorunlar yaşayabilirsiniz.. Tarayıcınızı güncellemeli veya alternatif bir tarayıcı kullanmalısınız.
Herkese merhaba, benden önce başlanmış bir işi devam ettirmekteyim benden önceki arkadaş farklı bloklarda aynı adres için açık çıkış bobini kullanmış sorun yaratırmı sizce
KNX Standardı, küçük bir rezidansın içerisindeki aydınlatma, perde panjur, klima kontrolünden, Dünya’nın en büyük havalimanlarındaki aydınlatma otomasyonu gibi çözümler için tercih edilen bir Dünya standardıdır.
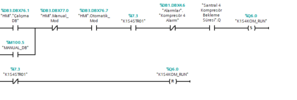
Şöyle hocam aynı çıkış 2 farklı bloğa konulmuş ve set reset kullanılmamış, ektede paylaştım. Bu şekilde çıkış verilmesi sorun yaratırmı? Bahsettiğim adresler Q6.0
ben plc olsam çalışmam . biri aç diyor biri kapa napım şimdi .. tarıyor ne yapacağına kara veriyor çevrim yapıyor . bir çevrimde hem aç hem kapa yazdıysa çalışması için ikisin on durumnda olması lazım .
öle bir koşul varsa bir ihtimal çalışabilir ama bir ihtimal .
walla abi ne yalan söliyim neden böyle karışık yazdığını anlamadım belkide iyi yazmışsındır
ama ben olsam böyle yazmazdım
ben olsam önce otomatik manuel bloğu yapar . tüm otomatikten manuelden sorunları bir blokta çözerdim. ona bir fonksyon blok tasarlar dım ...
daha sonra tüm interloklar için bir blok tasarlardım atıyorum yağdı ısydı suydu . sonra kompresör içn bir blok tasarlardım hepsini birletirirdim bir çıkışa atardım . her kompresör için ayrı ayrı yazmazdım ..
ama sen daha iyisini bilirsin .
böyle yaparsan buyuk projelerde mantık kurma çözüm üretme izleme arıza bulma daha kolay olur ..
bence yanlış bir programcılıkşekli. en basit projeyi bile ben öyle yazıyorum .. şimdi desenki bana mesela ileri geri yıldız üçgen bir devre programlama bak şöle yapardım ..
1 önce strat stop termik ısı için bir blok yazardım
sonra ileri geri nin bloğunu ayrı yazardım sonra yıldız üçgeninkini yazardım ..
sonra blokları ekle ekle geç ..
isterse bin tane motor olsun ..
ama sen daha iyisini bilirsin tabi.
hocam konunun başındada dediğim gibi bu programı ben yazmadım ben yeni bir işe girdim benden önceki arkadas yazmış, zaten tövbe ettim bi daha bi yerde işe girerken şart koşucam benden önce yapılan işlere bakmam diye 3 gündür kafayı yedim çok saçma program yazmış haklısın
FC 14 ve FC15 ayrı ayrı şartlardaçağrılıyorsa(şarta bağlı fonk. çağırma) çalışma mantığıyla yapıldıysa bir sıkıntı olmaz, kısaca fonksiyonların hangi şartlar altında çağrıldığı önemli.
Bu tekniği ben genelde birden fazla versiyonu olan makinalarda kullanıyorum, mesela makina tipi A versiyonuysa FC14 çağrılır, B versiyonuysa FC15 çağrılır. A ve B versiyonlarında aynı çıkışın çalışma şartları farklı olabilir.
Peki bunun avantajı ne derseniz; çünkü paralel kollara şartlar koyularakta aynı çıkış değiştirilebilir. Avantajı A makinası sorunsuz çalışıyorsa, B programınıda paralel kollarla aynı çıkışı çalıştırmak istendiğinde A makinasının yazılımının bozulma olasılığı vardır ve bunu A makinasında denemeden anlayamassınız. Versiyonlar arttığında aynı paralel dalları, her değişiklikte tüm makinalarda tekrardan kontrol etmek gerekir buda hep başa dönmeyi gerektirebilir.
Kısaca program çağırma şartlarını birbirinden bağımsız hale getirmek ve arıza aramada çalışan diğer versiyon makinaların yazılımlarına dokunmamak ve aynı tip ama farklı versiyon makinaların yazılımlarını tek plc programı altında toplamak.
Senin programında FC14 ü sanırım manual modda, FC15 ise otomatikte çağırmış