mcsultan
Üye
- Katılım
- 22 Kas 2010
- Mesajlar
- 206
- Puanları
- 31
Spindle Hertz 2.2. 300 Hz. 18k rpm.
Delta vfd22el
Akz250 usb kart
Mach 3
Spindle delta uzerinden değilde, program içinden kontrol etmek istiyorum. Belli bir aşamaya getirdim. Karşılaştığım sorun ise, Programda 12k devirde yani 200Hz. de çalışmasını istediğimde 136Hz ile çalışması.
Dönüş Yönü ve başlama durma sorunum bulunmuyor.
Yaptığım bağlantıları ve mach3 üzerinde yaptığım ayarları anlatayım.
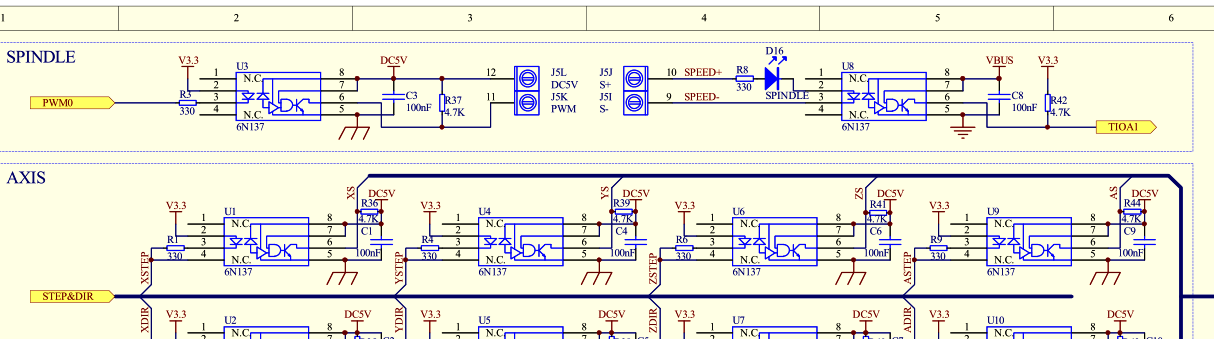
Delta uzerindeki 10v cıkısa 1K direnc bağlayarak Avi ye girdim. Aviden çıkan kablo kontol kartında PWM ye giriyor.
Delta üzerindeki DCM ve ACM çıkışları kontrol kartında GRD giriyor.
Deltada MI1 ve MI2 çıkışları, kontrol kartının 5 ve 6 nolu çıkışlarına gidiyor.
Mach3 de ise;
Config/Spindle Setup
PWM Base Freq = 300 Minimum PWM = 0
Config/Motor Output
Spindle : Enable pin:14 Dir LowAc. ve Step LowAc. kapalı Step Port 1
Config/Spindle Pulley
Min Speed:0 MaxSpeed:18000 Ratio:1
Config/ConfigPlugins/USB Motion Card
Pulse per Rotate: 1
PID ayarları ile oynamam gerekiyormu bilmiyorum. Delta ilk açıldığında Görünen F 9.0 Sanıyorum Gelen voltu gösteriyor.
Delta vfd22el
Akz250 usb kart
Mach 3
Spindle delta uzerinden değilde, program içinden kontrol etmek istiyorum. Belli bir aşamaya getirdim. Karşılaştığım sorun ise, Programda 12k devirde yani 200Hz. de çalışmasını istediğimde 136Hz ile çalışması.
Dönüş Yönü ve başlama durma sorunum bulunmuyor.
Yaptığım bağlantıları ve mach3 üzerinde yaptığım ayarları anlatayım.
Delta uzerindeki 10v cıkısa 1K direnc bağlayarak Avi ye girdim. Aviden çıkan kablo kontol kartında PWM ye giriyor.
Delta üzerindeki DCM ve ACM çıkışları kontrol kartında GRD giriyor.
Deltada MI1 ve MI2 çıkışları, kontrol kartının 5 ve 6 nolu çıkışlarına gidiyor.
Mach3 de ise;
Config/Spindle Setup
PWM Base Freq = 300 Minimum PWM = 0
Config/Motor Output
Spindle : Enable pin:14 Dir LowAc. ve Step LowAc. kapalı Step Port 1
Config/Spindle Pulley
Min Speed:0 MaxSpeed:18000 Ratio:1
Config/ConfigPlugins/USB Motion Card
Pulse per Rotate: 1
PID ayarları ile oynamam gerekiyormu bilmiyorum. Delta ilk açıldığında Görünen F 9.0 Sanıyorum Gelen voltu gösteriyor.
")