
Greatpresident
Üye
- Katılım
- 22 Kas 2012
- Mesajlar
- 17
- Puanları
- 1
- Yaş
- 33
Okulda birkaç arkadaşım dönem ödevi yapıyorlar Boya Dolum Otomasyonu diye hocada yazılım konusunda yardım etmemi rica etti. Ben yazdım bir tane ama dogrumudur değilmidir diye yardımlarınızı bekliyorum. Kısaca anlatayım çalışmasını.
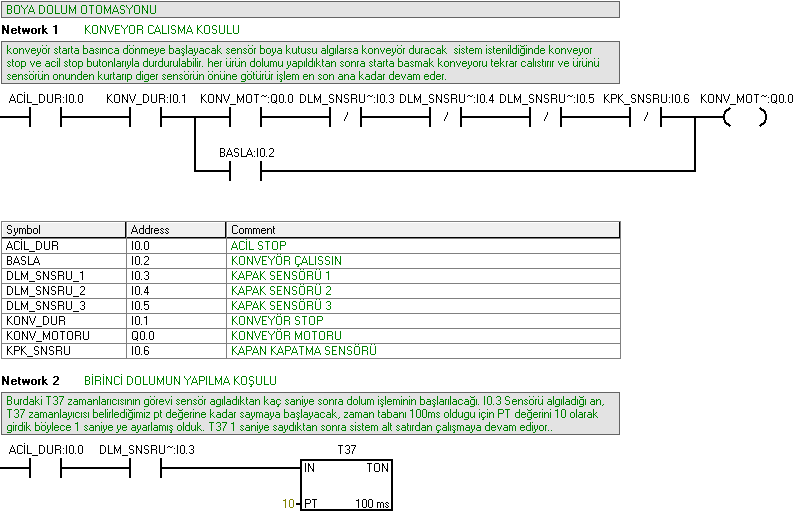
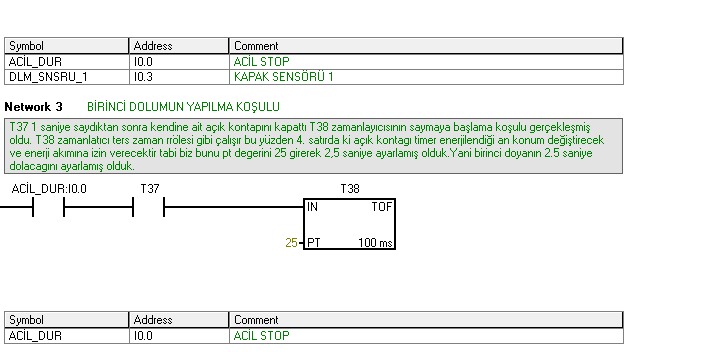
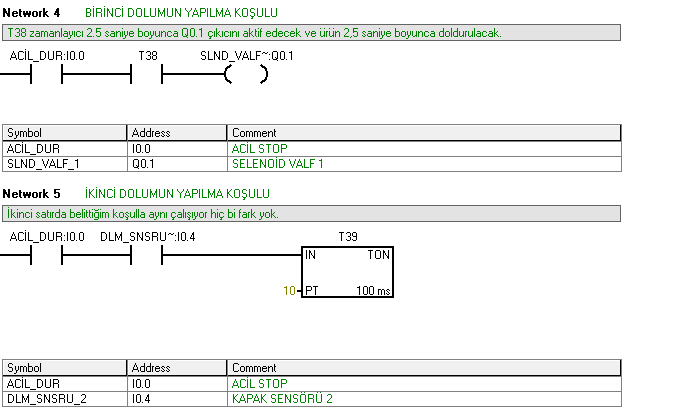
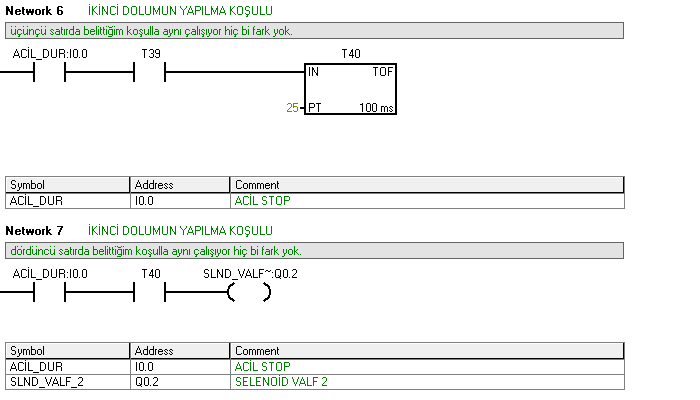
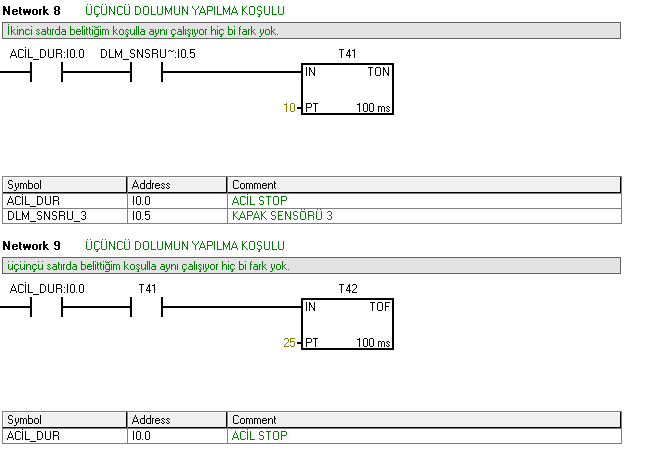
Starta basıldıgında konveyörümüz dönmeye başlıyor konveyorun üzetinde üç tane tank var ve bu tankların altında da sensörler birinci tankın altındaki sensör algıladıgı an konveyör duracak ve birinci tanktan boya kutusuan dolum başlayacak ayarladıgımız süre sonunda da dolum sona erecek sonra tekrar starta basılarak diger tankın altıan sürülecek kutu.... Üç tankın calısmasıda bu sekilde.
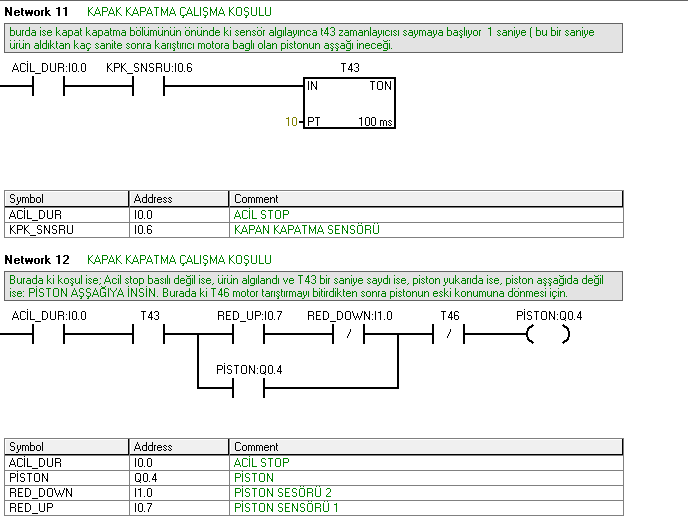
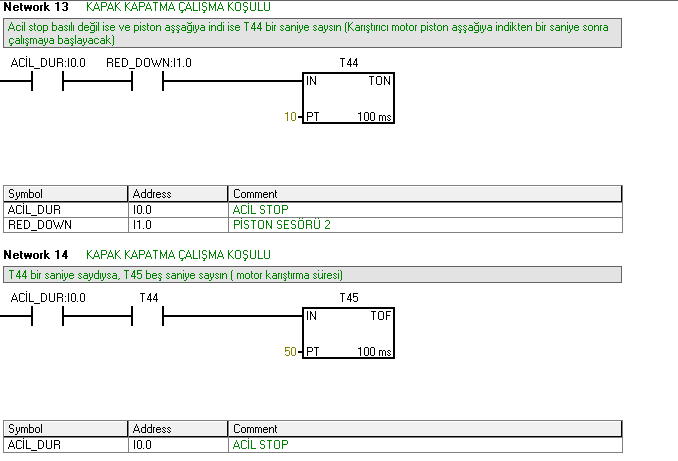
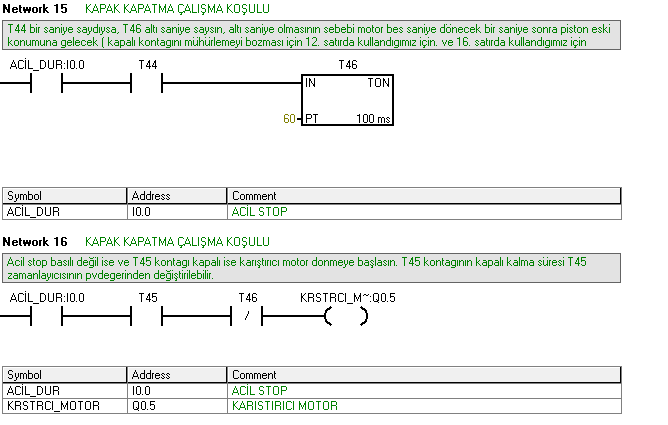
en son tank yani üçüncü tanktanda dolum yapıldıktan sonra tekrar starta basılıyor ve könveyor uzerınde ki kutu karıstırma bölümüne geliyor burdada bir sensor algıladıgında piston assagıya iniyor piston aşşagıya iner se motor donuyor ben piston aşşagı inme ve motor donme aşamaları için timer kullandım birer saniye sonra işlemler gerçekleşiyor istediğimiz sürede karışım bitiyor motor duruyor ve piston eski konumuna dönüyor ben aşşagıda ki yazılımı yazdım henüz plc ye yükleyip denemedim ama çalışacagını düşüyorum. Similasyonda süre sorunları yaşasamda istediğim gibi çalıştı. Sizce bu dogru mu ekstra birşeyler eklemem gerekiyor mu?
Çok abartmaya gerek yok basit sekilde calıssın yeter")
Buyrun yaptıgım yazılım
Not yazılımda kapat kapatma diye yazmısım network baslıgına orası karıtırma olacak
Starta basıldıgında konveyörümüz dönmeye başlıyor konveyorun üzetinde üç tane tank var ve bu tankların altında da sensörler birinci tankın altındaki sensör algıladıgı an konveyör duracak ve birinci tanktan boya kutusuan dolum başlayacak ayarladıgımız süre sonunda da dolum sona erecek sonra tekrar starta basılarak diger tankın altıan sürülecek kutu.... Üç tankın calısmasıda bu sekilde.
en son tank yani üçüncü tanktanda dolum yapıldıktan sonra tekrar starta basılıyor ve könveyor uzerınde ki kutu karıstırma bölümüne geliyor burdada bir sensor algıladıgında piston assagıya iniyor piston aşşagıya iner se motor donuyor ben piston aşşagı inme ve motor donme aşamaları için timer kullandım birer saniye sonra işlemler gerçekleşiyor istediğimiz sürede karışım bitiyor motor duruyor ve piston eski konumuna dönüyor ben aşşagıda ki yazılımı yazdım henüz plc ye yükleyip denemedim ama çalışacagını düşüyorum. Similasyonda süre sorunları yaşasamda istediğim gibi çalıştı. Sizce bu dogru mu ekstra birşeyler eklemem gerekiyor mu?
Çok abartmaya gerek yok basit sekilde calıssın yeter
Buyrun yaptıgım yazılım
Not yazılımda kapat kapatma diye yazmısım network baslıgına orası karıtırma olacak



