
marasel
Üye
- Katılım
- 6 Eyl 2012
- Mesajlar
- 34
- Puanları
- 1
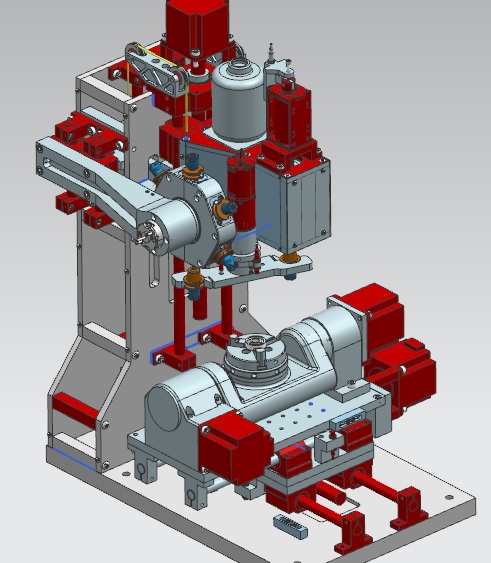

Mekanik şuan bu durumda bi yandan takım degiştirme için delta PLC 14SS2 modelini
kullanmayı düşünüyom ekteki pdf dosyasında yönetilecek donanım açıkladım PLC yi modbus kanalıyla haberleştirebildim sırada mocrolarla PLC ye G kodlarının içindeki takım çagırma T1M6 gibi plc ye göndermede takıldık.
") Şaka bir yana eğer düşünürseniz yardımcı olmak adına diyorum; gönderirsiniz mekaniği komple işler halde getirip teslim ederiz...
Şaka bir yana eğer düşünürseniz yardımcı olmak adına diyorum; gönderirsiniz mekaniği komple işler halde getirip teslim ederiz...